

Содержание
Для формирования структур из труб различных сечений, включая круглые, прямоугольные и квадратные, без применения сварки или резьбовых соединений наиболее эффективно применять ручное или механизированное гибочное оборудование. Оно обеспечивает возможность создания заготовок с углами различной степени, начиная от стандартных 90° и 180° и заканчивая гибкой в скобу, с уступом или в соответствии с заданными произвольными углами, указанными в техническом задании.
Специализированные станки способны обрабатывать разнообразные материалы, включая черный металл, нержавеющую сталь, медь, алюминий, латунь и титановые трубы. Опытные мастера выполняют операции на высококлассном промышленном оборудовании с использованием качественных приспособлений, что обеспечивает высокую точность гибки, повторяемость и минимизацию процента брака.
Изделия, полученные с использованием данного метода, находят широкое применение в различных сферах, включая машиностроение, пищевую и химическую промышленность, а также строительство. Часто дизайнерские студии заказывают изготовление продукции на основе индивидуальных чертежей.
Стоимость работ
Расчет стоимости гибки труб зависит от нескольких факторов, таких как диаметр или профиль заготовки, используемый материал (например, черный металл или цветной – медь, алюминий, латунь, титан), метод гибки (ручные трубогибы, станки с ручным приводом, полуавтоматические и автоматические станки с ЧПУ), количество и сложность гибов, а также общий объем заказа. Более подробные расчеты обычно проводятся при разработке технического задания перед заключением договора с заказчиком.
Этапы гибки труб
Подготовка
Процесс гибки труб/профиля начинается с тщательной разработки технического задания. Качественная документация помогает сэкономить время и средства заказчика, предотвращая возникновение лишних вопросов и избежание необходимости в переделке готовых изделий.
Техническое задание, предоставляемое специалистам на производстве, базируется на чертеже гибки труб. По мере необходимости используются три проекции детали и ее изометрическое изображение, что упрощает понимание требований заказчика к окончательному результату.
На чертеже обязательно указываются:
- профиль изделия;
- диаметр трубы;
- радиус осевой линии;
- угол гибки;
- габариты детали.
В сопроводительной документации обязательно указывается область применения изготавливаемой детали. Это позволяет выбрать подходящий листовой металл с учетом его характеристик и свойств, включая толщину и состав, а также определить необходимость нанесения антикоррозионного покрытия. В большинстве случаев для гибки труб используется горячекатаная или холоднокатаная сталь, соответствующая ГОСТам, однако медные, латунные и алюминиевые трубы также пригодны для обработки на аналогичных станках.
Перед началом процесса гибки заготовку тщательно проверяют на наличие загрязнений, следов окисления и повреждений, устраняя все недостатки при необходимости.
На металле с помощью маркера наносятся все ключевые линии, которые используются оператором станка в процессе работы.
Выбор оборудования
В производственных цехах нашей компании применяется разнообразное гибочное оборудование, выбор которого зависит от поставленных задач, материала и габаритов заготовки.
Станки, работающие по принципу арбалетного гиба, используются для гибки длинных труб/профилей с относительно небольшим диаметром. Этот тип станков позволяет выполнить гибку с большим радиусом, включая дуги, спирали и замкнутые круги. Они представляют собой конструкцию из двух зажимных матриц и поршня. Концы заготовки зажимаются по краям, а поршень давит в середину отрезка. Оператор постепенно продвигает заготовку, повторяя операцию. С помощью этого метода можно, например, изготавливать арочные конструкции для теплиц.
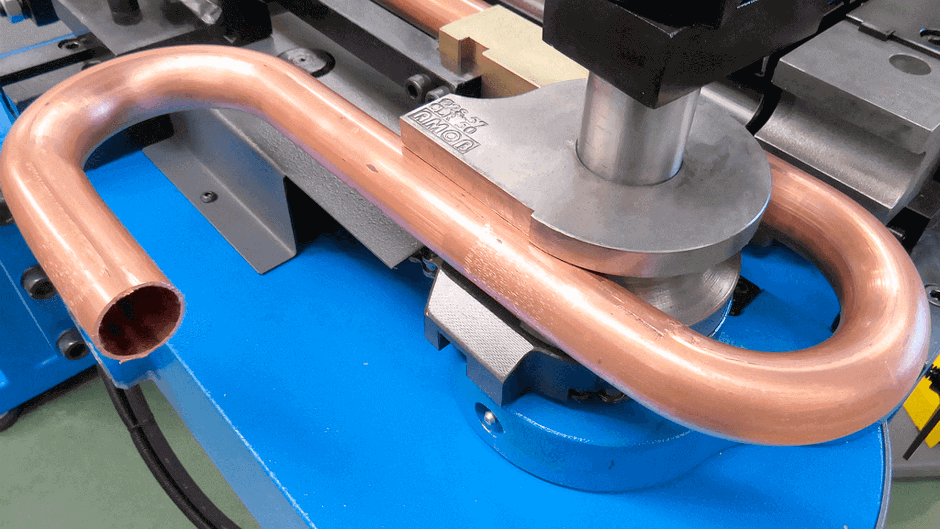
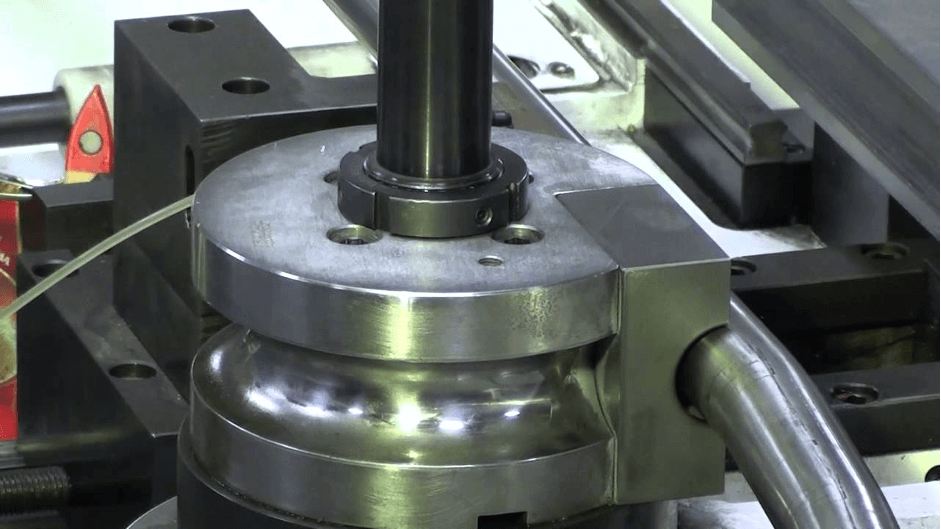
Ротационные станки полуавтоматическим и автоматическим приводом оснащены модулем с ЧПУ и широко применяются в производственных цехах благодаря своей универсальности, высокой точности и возможности повторения гибки. Они способны обрабатывать как трубы большого диаметра с толстыми стенками, так и тонкостенные трубы из цветных металлов и нержавеющей стали.
Гибочный узел состоит из матрицы радиуса, которая задает нужный угол и радиус гиба, прижимной матрицы, фиксирующей заготовку на валке, и зажимного устройства, расположенного на другом конце гибочного стола. Помимо удержания в заданной продольной осевой проекции, зажимная муфта оснащается механизмом вращения трубы вокруг оси для изменения угла наклона изделия.
Ротационные станки могут быть дополнительно оснащены дорном – устройством, обеспечивающим гибку без деформации металла в месте приложения основного усилия. Дорн представляет собой механический стабилизатор, помещаемый в полость заготовки. Это длинный стержень с направляющим элементом из твердого металла с закруглением на конце, полусферой или сферой. Он устанавливается непосредственно в точку сгиба, предотвращая смятие трубы по внутреннему радиусу гиба и излишнее истончение стенок изделия с внешней стороны.
Гибка
Чаще всего гибку проводят холодным способом, однако некоторые сплавы требуют предварительного нагрева. Это особенно актуально для малопластичных материалов, таких как стали с высоким содержанием углерода, титан и сплавы, содержащие дюралюминий. Кроме того, для труб большого диаметра используется горячая гибка.
Заготовка устанавливается в станок, где оператор следует инструкциям согласно техническому заданию. При гибке труб замкнутого профиля важно учитывать свойство пружинения некоторых металлов и сплавов. Если угол установлен слишком точно, труба может частично выпрямиться из-за излишнего гибкого воздействия.
Чтобы этого избежать, опытный оператор рассчитывает усилие гибки, сокращая угол и радиус на валах на величину пружинения.
После выполнения всех сгибов проводится контроль измерений длин и углов, затем готовое изделие направляется заказчику.
Преимущества гибки труб
- Повышенная герметичность изделия благодаря отсутствию сварных швов и фитинговых соединений. Временные швы могут подвергаться коррозии, а резьбовые соединения – протекать, особенно при использовании трубопроводов под высоким давлением.
- Сварочная дуга создает высокую температуру, способную достигать нескольких тысяч градусов. Экстремальный нагрев негативно сказывается на свойствах металлических сплавов, делая их хрупкими и менее долговечными. В процессе гибки температура возрастает максимум до 900°C, что не оказывает влияния на свойства металла.
- Эстетичный внешний вид изделий благодаря точно заданным углам при гибке, в отличие от сварных и фитинговых соединений. Это особенно важно при создании мебели и элементов дизайна для интерьера и экстерьера.
- Более экономично и быстро. Гибка, по сравнению со сваркой и созданием резьбовых соединений, является менее трудоемким процессом, сокращая производственные затраты и сроки изготовления, а также требует минимального расхода материалов.
Почему стоит выбрать нашу компанию
- Комплексный подход: полный цикл работ от начала до конца. Кроме гибки труб, мы выполняем работы по гибке листового металла, лазерной, плазменной и гидроабразивной резке. Если вам необходимо создать технологические, монтажные отверстия, соединить детали сваркой или покрыть трубы антикоррозионным составом, мы справимся с этим. Мы работаем как с крупными, так и с мелкосерийными заказами.
- Благодаря нашей развитой логистической сети, широкому ассортименту оборудования и надежным связям с поставщиками, мы всегда соблюдаем сроки выполнения заказов без задержек и переносов. Необходимые материалы всегда доступны или могут быть оперативно доставлены на производство. Вам лишь нужно утвердить заказ, заключить договор, и в оговоренное время мы доставим готовые изделия по указанному адресу.
- Мы гнем трубы и металлический профиль из нержавеющей, углеродистой стали, меди, латуни, алюминия и титана. Мы обрабатываем заготовки различной толщины стенок, начиная от тонких медных трубок и заканчивая толстостенными трубами, предназначенными для высокого давления. Каждый вид работы выполняется на специализированных станках.
- Мы осуществляем обработку углеродистых сталей 40 и 45, классов инструментальных сталей, латуни ЛС5-1, алюминиевых сплавов Д16, Д16БТ, амг5 и амг6. В таких случаях мы применяем технологии горячей гибки, предварительно нагревая заготовки и используя станки с дорнами для предотвращения деформации металла.