

Содержание
- Категории аргоновой сварки в зависимости от уровня автоматизации процесса
- Оборудование для аргоновой сварки
- Сварка с использованием инвертора
- Типы и конструкция аргоновых сварочных горелок
- Методика сварки аргоном
- Настройка параметров для эффективной сварки
- Сварка аргоном в домашних условиях
- Преимущества и ограничения метода аргонодуговой сварки
Аргоновая сварка – это процесс соединения металлических деталей, в котором ключевую роль играет использование инертного газа аргона. Он вводится в зону сварки для исключения воздействия кислорода и окисления металла. Уникальные химические свойства обеспечивают инертность к металлам и другим газам, при этом он эффективно вытесняет воздух, создавая защитный барьер вокруг места сварки.

Категории аргоновой сварки в зависимости от уровня автоматизации процесса
- Ручная. Полный контроль над процессом сварки, включая управление сварочной горелкой и подачу сварочных материалов, осуществляет сварщик.
- Полуавтоматическая. Оператор управляет только горелкой, тогда как подача присадочной проволоки происходит в автоматическом режиме.
- Автоматизированная. Вся работа, включая настройку параметров, выполняется автоматически и не требует активного участия сварщика.
Виды электродов, применяемых в аргонодуговой сварке:
- Плавящиеся. Они играют двойную роль, инициируя зажигание дуги и выполняя функцию добавочного материала.
- Неплавящиеся. Выполнены из вольфрама – материала с высокой температурой плавления – и используются исключительно для зажигания и поддержания сварочной дуги.
Сварочные прутки в аргонодуговой сварке отличаются по размеру, длине и составу сплава, что позволяет адаптировать процесс сварки к различным видам металлов и их свойствам.
Оборудование для аргоновой сварки
Аргоновая сварка требует использования специализированного оборудования и материалов, включая:
- Источник сварочного питания. Есть инверторные и трансформаторные устройства. Первые часто предпочтительнее за счет их способности обеспечивать стабильное выходное напряжение с оптимальной частотой.
- Реостат для балластировки. Необходим для настройки силы рабочего тока, особенно при использовании трансформаторных источников питания. Большинство аргоновых сварочных установок оснащено интегрированными балластными реостатами.
- Газовый цилиндр с регулирующим клапаном. Для контроля и поддержания оптимального давления газа используется редуктор, который позволяет снизить давление газа в баллоне до рабочих параметров.
- Высокочастотный осциллятор. Нужен для инициирования дуги без физического контакта и поддержания ее стабильности при использовании переменного тока.
- Сварочная горелка. Конструктивно похожа на пистолет. Она подает газ и электрод непосредственно в зону сварки. В аргонодуговой сварке горелка соединяется с газовым цилиндром через гибкий шланг.
- Сварочное сопло. Расположенное на конце горелки, оно регулирует поток аргона в рабочую зону. Обычно изготовлено из керамики для оптимальной производительности.
- Электроды. Плавящиеся электроды обычно представляют собой рутиловые прутки, генерирующие ионизированный газ при расплавлении. В TIG-сварке используются неплавящиеся электроды, обычно вольфрамовые, с дугой, зажигаемой высоковольтным импульсом от осциллятора.
Сварка с использованием инвертора
Инверторные сварочные аппараты отличаются от традиционных трансформаторных установок более стабильным контролем дуги, не подверженным влиянию колебаний электросети, что делает их более предпочтительным вариантом для аргоновой сварки.

Эти устройства производят однородный сварочный ток, что обеспечивает равномерность дуги и уменьшает риск разбрызгивания металла.
Типы и конструкция аргоновых сварочных горелок
Существуют два основных типа аргонодуговых горелок – с воздушным охлаждением, часто используемых в домашних условиях, и с водяным, предназначенных для интенсивного промышленного применения.
Конструкция таких горелок включает в себя корпус, соединительный штуцер, выходное сопло и проводящие элементы. Внутри них электрод устанавливается на специальных диэлектрических держателях, а аргон подается вокруг него от штуцера к соплу.
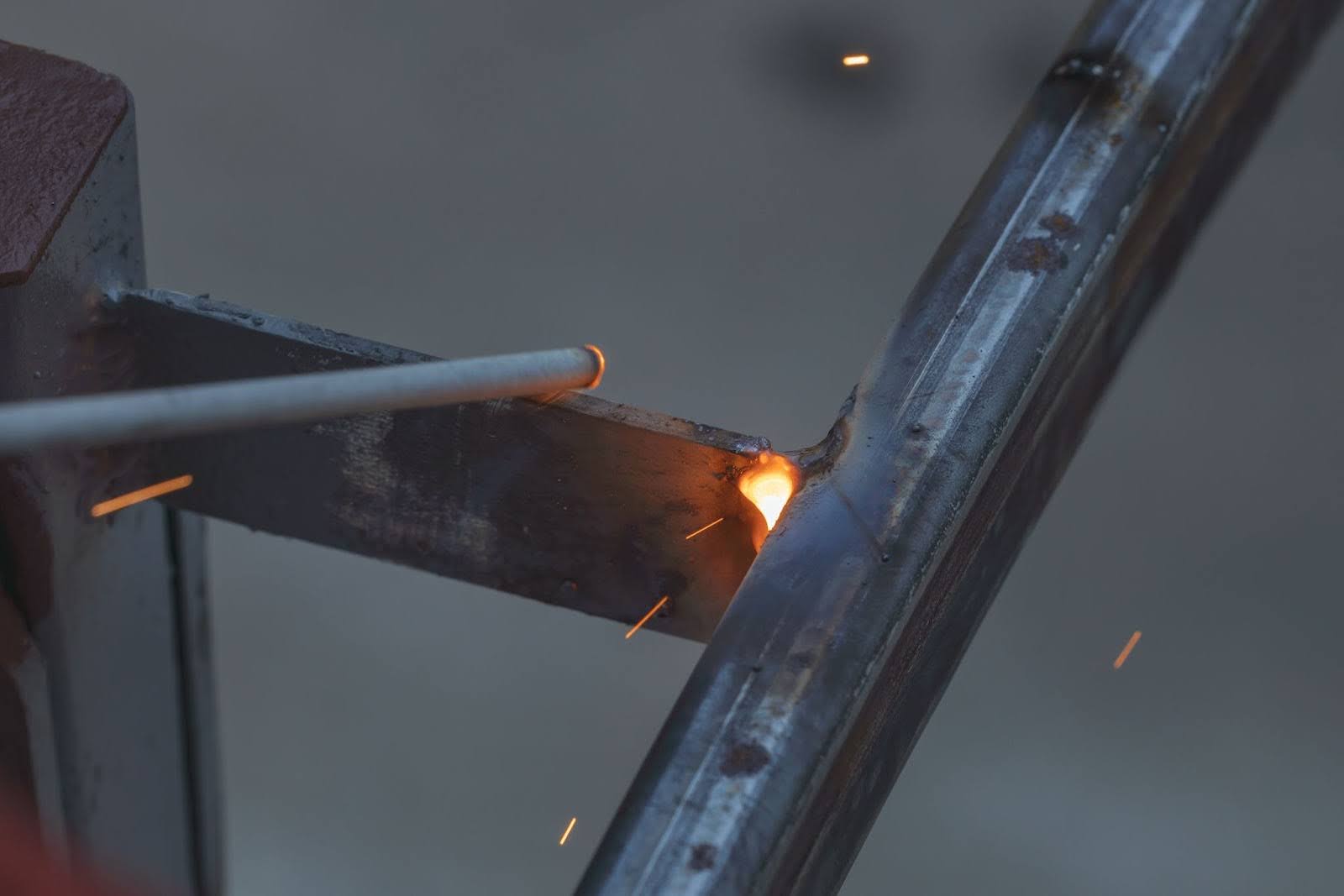
Методика сварки аргоном
Сварка аргоном является достаточно сложным процессом, требующим знаний и практических навыков. Начинающим сварщикам рекомендуется начать с освоения ручного TIG-сварочного аппарата, который более прост в использовании. Для достижения оптимальных результатов сварки следует придерживаться таких указаний:
- Поддерживайте минимально возможную длину дуги при использовании неплавящегося электрода. Избегайте её удлинения, так как это может снизить глубину проплавления и увеличить ширину шва.
- Обеспечьте равномерный поток аргона в зону сварки для предотвращения окисления.
- Следите за формой сварочной ванны: она должна быть удлиненной в направлении движения электрода, что указывает на достаточную проплавленность.
- Важно очистить и обезжирить обрабатываемые детали перед началом сварки.
- Настройте подачу аргона так, чтобы он начинал поступать за 20 секунд до зажигания дуги.
- Подавайте присадочную проволоку под правильным углом к электроду и ванне, избегая боковых движений. Движение горелки должно быть согласовано с направлением сварного шва.
Настройка параметров для эффективной сварки
Подбор наилучших условий сварки зависит от множества аспектов, включая размеры свариваемых деталей, спецификации металла и параметры используемого электрода. Ниже приведены ключевые аспекты, которые следует учитывать:
- Тип тока для сварки. Обычно для сварки стальных изделий и их сплавов выбирают постоянный ток с прямой полярностью. Для сварки алюминия, магния, бериллия и их сплавов подходит переменный ток.
- Мощность сварочного тока. Эта характеристика напрямую связана с диаметром электрода. Чем он больше, тем большая мощность тока необходима.
- Размер дуги. Оптимальный размер обычно составляет не более 3 мм. Короткая дуга способствует созданию узкого шва с глубоким проплавлением.
Особая функция аппаратов для TIG-сварки — импульсная регулировка тока. В процессе сварки мощность тока периодически колеблется от максимальной до минимальной с установленной частотой. Эти параметры подбираются в зависимости от материала и толщины свариваемых деталей.
Например, для тонкостенных стальных изделий (0,8 мм) максимальная мощность тока может быть установлена на уровне 30–40 А, а минимальная — 10–20 А. Для более толстых деталей (20 мм) подходят значения в диапазоне 70–90 А – для максимума и 35–50 А – для минимума.
Сварка аргоном в домашних условиях
Для выполнения успешной аргонодуговой сварки в домашних условиях вам потребуются следующие инструменты и компоненты:
- Источник тока. Вы можете воспользоваться сварочным трансформатором или выпрямителем. Если у вас уже есть инвертор для электродуговой сварки, необходимо дополнить его защитным блоком и внешним осциллятором.
- Сварочная горелка. Для надежности рекомендуется использовать горелки с керамическими соплами. Вы также можете самостоятельно собрать горелку, приобретая комплектующие, доступные в специализированных интернет-магазинах.
- Баллон с аргоном. Важно использовать очищенный газ, предназначенный специально для TIG-сварки. Такие баллоны обычно окрашены в серый цвет с зеленой полосой.
- Газовый редуктор. Этот компонент необходим для регулирования давления газа на входе в сварочную систему.
Также не забудьте о комплектах шлангов и электрических проводов.
Область применения аргоновой сварки включает в себя широкий спектр металлов, таких как алюминий, медь, магний, легированные и нержавеющие стали, бронза, титан, латунь и даже чугун. Каждый из этих металлов имеет свои особенности при сварке: например, для алюминия необходим чистый аргон, в то время как для меди подходит смесь с небольшим добавлением гелия.
Преимущества и ограничения метода аргонодуговой сварки
Преимущества:
- Легкий и быстрый розжиг дуги.
- Возможность создания длинных и непрерывных сварных швов.
- Минимальная деформация сварного шва благодаря умеренному нагреву.
- Способность сваривать разнородные материалы.
Недостатки:
- Высокая стоимость оборудования по сравнению с традиционной электродуговой сваркой.
- Риск перегрева сварочной ванны.
- Техническая сложность оборудования, требующая опыта и специализированных знаний.
Несмотря на некоторое снижение цен, аппараты для аргонодуговой сварки TIG/MIG все еще характеризуются существенными затратами. В дополнение к стоимости сварочного аппарата необходимо учесть расходы на баллон с газом и другие компоненты для эффективной работы.